Обзор
Автоматическое регулирование уровня жидкой стали в кристаллизаторе является одной из ключевых технологий непрерывной разливки стали. Это крайне важно для снижения трудоёмкости рабочего персонала, повышения эффективности производства, улучшения качества и выхода отливок, уменьшения перелива и прорыва стали, а также повышения уровня управления сталеплавильным и непрерывно-литейным процессами.
Расплавленная сталь заливается в кристаллизатор. Для предотвращения перелива необходимо поддерживать стабильный уровень жидкой стали. В противном случае, если в процессе разливки уровень будет колебаться слишком сильно, будет вовлекаться шлак, образуя поверхностные шлаковые включения на поверхности отливки, что скажется на её качестве. Испытания показали, что зависимость между колебаниями уровня и глубиной шлаковых включений на поверхности отливки следующая:
Опыт показал, что поверхностные шлаковые включения могут быть устранены при колебаниях уровня в пределах ±10 мм. В то же время, при колебаниях уровня более 10 мм частота образования продольных трещин на поверхности литейной заготовки достигает 30%. Это означает, что колебания уровня напрямую влияют на качество поверхности литейной заготовки.
Принцип работы системы
Вихретоковый уровнемер расплавленной стали является ключевым элементом системы. Система работает надежно и обладает превосходными характеристиками: высокой термостойкостью, высокой помехоустойчивостью, быстрым динамическим откликом (время запаздывания <0,10 с), высокой точностью измерения (<±0,5 мм) и широким диапазоном измерения (0–150 мм). Выбранная частота электромагнитного поля гарантирует, что датчик уровня регистрирует только изменение уровня в кристаллизаторе, не реагируя на флюс кристаллизатора или слой стального шлака. Система отличается простотой эксплуатации и отсутствием проблем с радиационной защитой. Система нечувствительна к продувке аргоном, а ее датчики могут быть установлены на тележке промежуточного ковша или на платформе.
Датчик охлаждается сжатым воздухом во время использования.
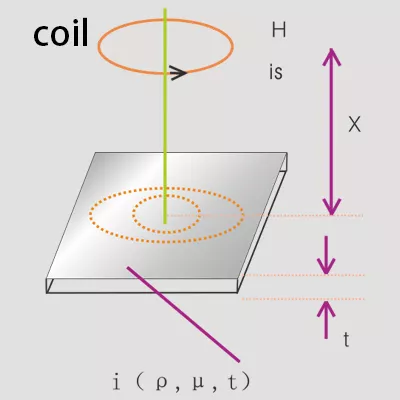
Принцип работы показан на рисунке.
Высокочастотная обмотка возбуждения установлена над поверхностью расплавленной стали кристаллизатора. Высокочастотное магнитное поле, создаваемое высокочастотной обмоткой возбуждения, индуцирует вихревые токи на поверхности расплавленной стали, формируя магнитное поле. Магнитное поле, создаваемое индуцированным вихревым током, направлено противоположно магнитному полю, создаваемому высокочастотной обмоткой возбуждения, что приводит к изменению её импеданса. При условии, что материал и конструкция обмотки, марка стали и температура остаются неизменными, изменение импеданса катушки имеет только однозначную зависимость от высоты уровня расплавленной стали. Изменение импеданса высокочастотной обмотки можно преобразовать в единую функцию, пока регистрируется изменение импеданса высокочастотной обмотки.
Компоненты системы
Система автоматического контроля уровня в кристаллизаторе непрерывной разливки состоит из вихретокового уровнемера расплавленной стали, контроллера и цифрового исполнительного механизма для регулировки открытия стопора промежуточного ковша.
Конечным элементом системы автоматического контроля уровня в кристаллизаторе является вихретоковый датчик смещения (1), который использует эффект взаимной индукции вихревых токов между возбужденной катушкой и металлическим проводником для определения расстояния. Эффективный сигнал вихретокового датчика усиливается и линеаризуется схемой уровнемера (2), который преобразует изменение уровня расплавленной стали в пределах от 0 до 150 мм в стандартный сигнал 4–20 мА постоянного тока и затем передает его на управляющий компьютер (3) для обработки данных и управления системой. Управление исполнительным механизмом также возможно вручную и автоматически с помощью панели управления (4), расположенной на месте эксплуатации. Открытие стопора управляется исполнительным механизмом (5), что обеспечивает автоматическое регулирование уровня расплавленной стали.
1 Вихретоковый датчик;
2 Уровнемер кристаллизатора;
3 Управляющий компьютер;
4 Панель управления с дисплеем;
5 Цифровой привод;
Принцип управления системой
Система может работать в четырех режимах управления: автоматическом, полуавтоматическом, ручном и с электроприводом. Автоматический режим представляет собой замкнутую систему управления уровнем расплавленной стали и управлением открытием стопора цифровым приводом; полуавтоматический режим использует задатчик степени открытия и цифровой привод для ручной установки открытия стопора; ручной режим заключается в непосредственном открытии и закрытии кнопки для управления открытием стопора; режим электропривода быстро переключается с любого из вышеперечисленных методов управления на ручной режим работы стопора.
Функции системы также включают: отображение и запись уровня расплавленной стали, открытия сопла и скорости разливки; установку уровня расплавленной стали и открытия сопла; Сигнализация о достижении предельного уровня расплавленной стали и т.д.
Помимо использования уровня расплавленной стали в качестве основного сигнала обратной связи системы управления, система управления также учитывает различные помехи, влияющие на контроль уровня. К этим помехам относятся:
1. Влияние изменения характеристик потока на систему управления после выхода расплава из стопора.
2. Влияние изменения веса расплавленной стали в промежуточном ковше на систему управления.
3. Влияние изменения скорости разливки машины непрерывной разливки стали на систему управления.
4. Влияние изменения ширины кристаллизатора (ширина кристаллизатора регулируется) на систему управления.
5. Влияние частоты и амплитуды вибрации кристаллизатора на показания уровнемера расплавленной стали.
Функция и программная реализация
Для устранения этих помех в стратегии управления уровнем кристаллизатора используется ПИД-регулирование. На основе ПИД-регулирования реализованы самоадаптивная коррекция и прямое управление, что позволяет создать усовершенствованную систему управления. Регулирование уровня осуществляется основным контуром, и контроллер основного контура имеет пропорциональный коэффициент усиления. Самоадаптивная коррекция изменения ширины кристаллизатора и компенсация скорости разливки позволяют дополнительно снизить и устранить колебания уровня жидкости, вызванные изменением ширины кристаллизатора и изменением скорости разливки.
Для снижения частоты срабатывания стопора система использует изменение времени срабатывания контроллера и автоматически выбирает более длительное время срабатывания при незначительных колебаниях уровня расплавленной стали. При значительных колебаниях уровня расплавленной стали система выбирает более короткое время срабатывания. Таким образом, подавляются колебания контролируемого объекта, вызванные частыми колебаниями штока стопора.
В процессе обработки сигнала уровнемера расплавленной стали добавлено соответствующее фильтрующее звено, а для фильтрации используется синхронный фильтр частоты вибрации, что позволяет устранить помехи, вызванные изменением частоты и амплитуды вибрации кристаллизатора.
Wuhan CenterRise M&C Engineering CO., Ltd.
Для получения дополнительной информации свяжитесь с нами
Моб.: +86 13995588597
WhatsApp: +86 15727288019
[email protected]
Сайт: whzfy18.com
АДРЕС: Ухань, провинция Хубэй, Китай